|
🚀 Profitez de la livraison gratuite en France à partir de 100€ d’achat
|
Le warping (décollement des bords) et les déformations sont parmi les problèmes les plus frustrants en impression 3D : une pièce qui se relève, se tord ou se fissure peut devenir inutilisable, même si le reste de l’impression est “réussi”. Ces défauts viennent surtout de la gestion de la chaleur, de l’adhérence au plateau et des contraintes internes du matériau. Voici comment les prévenir durablement, avec des réglages concrets et des bonnes pratiques.
Le warping apparaît lorsque la pièce refroidit de manière non uniforme. Le plastique se contracte en refroidissant : si les couches du bas (proches du plateau) et celles du haut ne se contractent pas au même rythme, des contraintes mécaniques s’accumulent. Résultat : les coins se soulèvent, les parois se cintrent, ou la pièce “banane”. Plus la pièce a une grande surface au contact du plateau, des angles vifs, ou une géométrie fine et longue, plus le risque augmente.
Les matériaux n’ont pas tous la même sensibilité : l’ABS et le nylon se contractent davantage que le PLA, ce qui les rend plus sujets au warping. Les pièces techniques (parois épaisses, volumes massifs, formes rectangulaires) sont aussi plus exposées, car elles stockent et relâchent plus de chaleur.
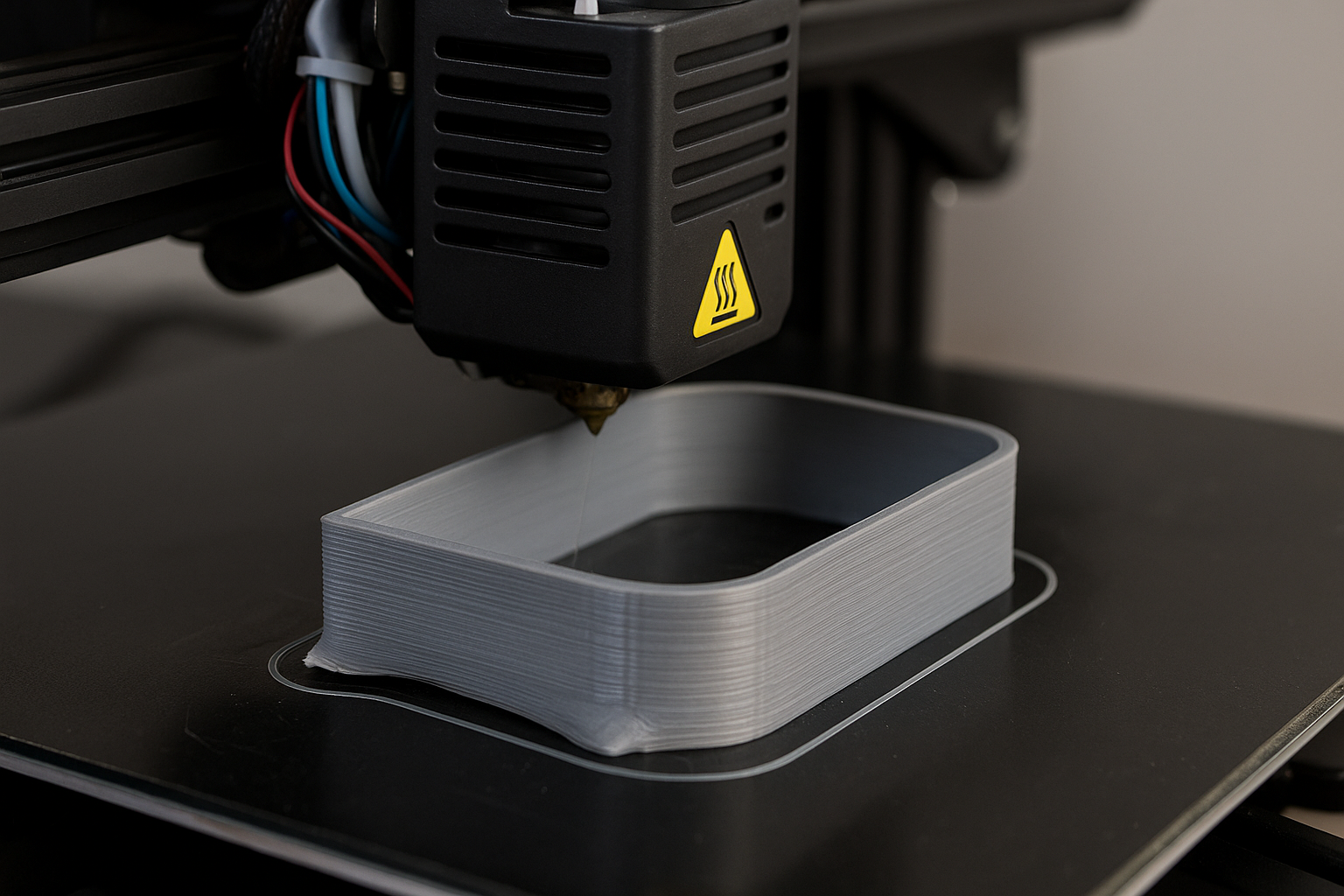
Une excellente adhérence initiale réduit fortement les risques de soulèvement. L’objectif est simple : la première couche doit être uniforme, bien écrasée, continue, sans manque de matière ni surépaisseur. Une première couche imparfaite est la cause numéro 1 des décollages.
Le warping est souvent la conséquence d’un refroidissement trop brutal. Il faut limiter les variations de température pendant l’impression, surtout pour les matériaux sensibles. L’ennemi principal est le courant d’air (fenêtre, ventilation de pièce, climatisation) qui refroidit un côté plus vite que l’autre.
La forme de la pièce influence énormément les contraintes. Une pièce rectangulaire aux angles vifs concentre le retrait sur les coins : c’est la configuration typique du warping. Dès la conception, il est possible de limiter les risques.
Quand une pièce reste difficile, les stratégies d’adhérence deviennent indispensables. Le but est d’augmenter la surface d’accroche et de mieux répartir l’effort de retrait.
Les réglages d’impression influencent la contrainte interne et l’accroche. Voici une synthèse des paramètres les plus impactants, avec leur effet principal.
Références de températures (à adapter)
Un filament humide n’entraîne pas uniquement des “craquements” et des surfaces rugueuses : il peut aussi provoquer une extrusion irrégulière, des micro-bulles, une moindre cohésion inter-couches et des zones plus fragiles. Une pièce mécaniquement affaiblie résiste moins aux contraintes de retrait, ce qui peut accentuer déformations et fissures.
Séchez et stockez correctement : boîte étanche, dessiccant, et séchage dédié pour les matériaux hygroscopiques (PETG, nylon, TPU…). Pour des recommandations générales sur les matériaux et leurs comportements thermiques, vous pouvez consulter la documentation de référence de All3DP sur le warping en impression 3D.
7) Tableau de diagnostic rapide : cause probable et action
Quand une pièce est conçue sur mesure, on peut intégrer dès le départ des éléments qui augmentent la stabilité : congés internes, épaisseurs plus cohérentes, évidements stratégiques, ou séparation en plusieurs pièces à assembler. Si votre projet implique une réparation ou un remplacement fonctionnel, notre guide sur remplacer une pièce cassée en impression 3D donne des pistes utiles pour obtenir une pièce fiable et durable.
Conclusion : une méthode simple et efficace
Pour éviter le warping, retenez une logique en 3 étapes : accroche parfaite (plateau propre + première couche maîtrisée), température stable (pas de courants d’air, ventilation adaptée, enceinte si besoin), et géométrie optimisée (angles adoucis, orientation intelligente, brim/oreilles). Si vous souhaitez obtenir une pièce sur mesure sans tâtonner sur les réglages, vous pouvez simuler le coût de vos pièces et lancer une demande directement via le module de devis en ligne : https://www.3d-impressions.fr/services/.